
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)

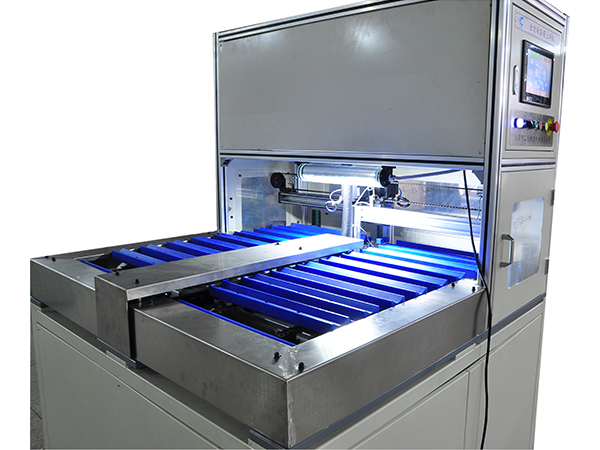
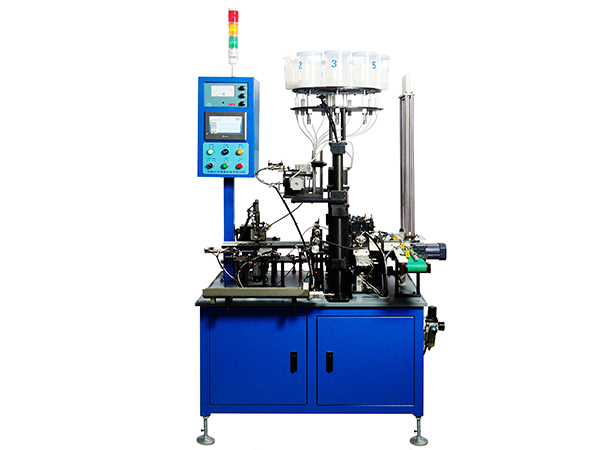
.组装自动化的通俗定义通俗地讲,组装是指将产品的若干个零部件通过紧配、卡扣、螺纹连接、粘合、铆合、焊接等方式组合到一起得到符合预定的尺寸精度及功能的成品(半成品)。由人工处理(接触、整理、抓取、非标注油脂机移动、放置、施力等)每一个零部件而实现的装配,严格的讲,只能称为人工装配。不需要由人工处理(接触、整理、抓取、移动、放置等)零部件而完成的装配,可称为自动装配。介于两者之间的为半自动装配。全自动保持架装配机保持架装配机二.自动组装机的组成(以被装配零部件流动时序来论述注油脂机厂家)1. 零部件定向排列、输送、擒纵系统将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,随后顺利输送到后续的擒纵机构,为后续的机械手的抓取做准备2. 抓取-移位-放置机构将由擒纵机构定点定位好的零(部件)抓住或用真空吸住,随后移动至另一位置(通常为装配工作位置)3. 装配工作机构指用来完成装配工作主动作的机构,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4.检测机构

1)超声波系统:包括换能器和超声波发生器。轴承压铆机 (1)换能器:换能器采用特种耐高温、耐振动、高粘度的树脂胶辅以特殊的方法加以固定,绝不脱落,且可耐受100℃~150℃的高温。(2)超声波发生器:大功率超声波发生器可由超音频IGBT电力电子器件为主要元件构成,该种超声波发生器电路先进,结构完整,辅以灵敏可靠的集成控制系统。非标注油脂机各种超声波发生器可独立工作,亦可多组并联使用,以完成大规模清洗工程。2)加热及温度控制系统。加热器通常采用不锈钢管材制成,可耐酸碱。加热的目的是将清洗剂加热以增加清洗机的洗涤效果。温度自动控制,可在适当范围内随意调整。注油脂机厂家3)清洗槽:清洗槽一般采用不锈钢经氩弧焊焊制而成,槽体上设置有排渣检修口、保温隔声层等,要保证水位至少应高出换能器盒200 mm以上。 4)槽液循环过滤系统。在该系统中设有过滤器,对槽液进行动态过滤,以维持槽液的清洁度。当工件出槽,经过过滤的液体流经槽体上部的喷淋环节对工件进行一次冲洗,以便冲掉工件出槽时表面粘附的油污,以避免其对下道槽液造成污染。
目前非标自动化设备激烈的市场竞争,已从简单的价格竞争转到了客户使用体验的竞争,大多企业真正的认识到产品体验的重要性,因此强化了企业工业设计与美学应用的要求,各种外协的工业设计中心、产品研发中心相继成立,注油脂机厂家为提高非标自动化产品的适用性打下了坚实的基础。非标自动化设备第一个要求:就是对工业造型设计中融入文化、个性品位的关注。现在的非标自动化,五花八门、良莠不齐,但真正从一设计开始就将各种文化内涵作为设计理念带入其中的并不多见。上海界能自动化设备有限公司的研发团队从两年前就开始致力于这方面的探索与尝试。非标自动化设备第二个要求:对用户体验和产品人性化的关注。开发人员从产品的应用场合、用户需求、消费者使用习惯出发,对现有市场上的非标设备进行广泛深入研究,结合使用单位等资深工业客户反馈意见,在非标自动化设备功能上进行了全新设计以满足工业需要。非标自动化设备第三个要求:是把生物识别技术和机器人结合在一起,把非标自动化设备提升到一个崭新的高度。全自动化设备在不远的将来将有可能进入寻常工矿企业。非标自动化设备 第四个要求:是注重产品创新及zhuanli申请,提升核心竞争力,对知识产权的保护日益规范。非标自动化设备第五个要求:对产品细节的关注、对产品品质精益求精,从细节反映设计品味非标注油脂机、反映对自动化设备的理解。非标自动化设备第六个要求:企业更注重品质与品牌:真正好品牌的内涵便是品质、耐用、持续性发展的结晶;品质是企业的生命。非标自动化设备第七个要求:是环保节能与安全。有责任感的生产者需切实,以保护人类赖以生存的地球。公司是否通过环境体系和职业健康安全体系的认证; 设备是否逐步采用环保电镀工艺,减少qing化物使用、采用3+铬电镀。这些都是一个负责任的公司所必须要求的。

分选机将钢球按2微米的等级分选成20组,分别送入储料柜保存。与此同时将轴承的外环和内环送入自动选配机。后者利用电感传感器分别测出其内径和外径的模拟电压值,再送入差接自整角机相减,相减的结果使自整角机的转子旋转一个与之相应的角度非标注油脂机。转子带动选球机构打开与此内外直径差值相应的那一组钢球的储料柜活门,把规定数量的钢球送到自动装配机上。多工位自动装配机将钢球装入轴承环,安装好上、下保持器,钢球分配均匀后自动铆装,再将已经装配好的轴承送到清洗机去清洗,最后涂油、包装、入库,以备销售。轴承装配自动化 把装配自动线与自动化仓库和检验试验自动线连接在一起便构成装配-试验自动线,例如,美国福特汽车公司所建立的发动机装配-试验自动线就属这种类型。注油脂机厂家它采用计算机和多台可编程顺序控制器 (PLC)对全线进行控制,协调生产。PLC和具有一定智能的专用装配试验机可以在线收集数据,并与主计算机进行通信联系。自控系统能对全线各工位的操作以及发动机的各种缺陷进行连续监视,并作出“合格通过”或“不合格剔除”的决定。不合格产品的缺陷数据(包括需要修理的部位和应执行的操作)被自动打印出来输送到修理站。不合格产品也由线外的另一条路被送到修理站进行修理。修复的零件或部件可以再度送入自动线进行装配和试验。
滚动轴承的配合主要是指轴承装配内圈与轴的配合及外圈与座孔的配合,轴承的周向固定是通过配合来保证的。由于滚动轴承是标准件,所以与其他零件配合时,轴承内孔为基准孔,外圈是基准轴,其配合代号不用标注。实际上轴承的孔径和外径都具有公差带较小的负偏差,与一般圆柱体基准孔和基准轴的偏差方向、数值都不相同,所以轴承内孔与轴的配合比一般圆柱体的同类配合要紧得多非标注油脂机滚动轴承配合种类的选择原则应根据转速的高低、载荷的大小、温度的变化等因素来决定。配合过松,会使旋转精度降低,振动加大;配合过紧,可能因为内、外圈过大的弹性变形而影响轴承的正常工作,也会使轴承装拆困难。注油脂机厂家一般来说,转速高、载荷大、温度变化大的轴承应选紧一些的配合,经常拆卸的轴承应选较松的配合,转动套圈配合应紧一些,游动支点的外圈配合应松一些。与轴承内圈配合的回转轴常采用n6、m6、k5、k6、j5、js6;与不转动的外圈相配合的轴承座孔常采用J6、J7、H7、G7等配合。






