
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)

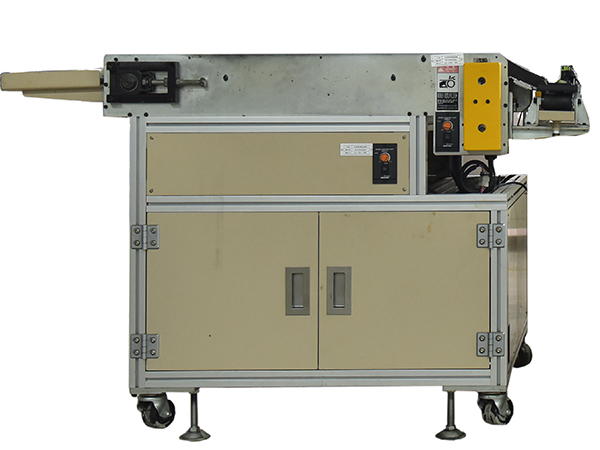
自动化组装机搭配随意,可根据用户要求随意搭配。2、工件在工位上的定位:根据需方产品的实际情况,轴向及圆周方向均以某一管接的孔(或管接头)作为基准自动化保持架装配3、工件的上下料(上下线)采用人工模式,附件的上料为人工理料、自动上料。4、焊接为自动焊接,焊枪做多自由度运动,工件可作旋转运动,以达到所需位置的焊缝。5、采用PLC(可编程逻辑控制器)控制整个自动生产过程,触摸屏作为人机操作界面,气缸和电机配合执行自动动作。自动化设备技术广泛用于工业、农业、军事、科学研究、交通运输、保持架装配厂家商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。

1)超声波系统:包括换能器和超声波发生器。轴承压铆机 (1)换能器:换能器采用特种耐高温、耐振动、高粘度的树脂胶辅以特殊的方法加以固定,绝不脱落,且可耐受100℃~150℃的高温。(2)超声波发生器:大功率超声波发生器可由超音频IGBT电力电子器件为主要元件构成,该种超声波发生器电路先进,结构完整,辅以灵敏可靠的集成控制系统。自动化保持架装配各种超声波发生器可独立工作,亦可多组并联使用,以完成大规模清洗工程。2)加热及温度控制系统。加热器通常采用不锈钢管材制成,可耐酸碱。加热的目的是将清洗剂加热以增加清洗机的洗涤效果。温度自动控制,可在适当范围内随意调整。保持架装配厂家3)清洗槽:清洗槽一般采用不锈钢经氩弧焊焊制而成,槽体上设置有排渣检修口、保温隔声层等,要保证水位至少应高出换能器盒200 mm以上。 4)槽液循环过滤系统。在该系统中设有过滤器,对槽液进行动态过滤,以维持槽液的清洁度。当工件出槽,经过过滤的液体流经槽体上部的喷淋环节对工件进行一次冲洗,以便冲掉工件出槽时表面粘附的油污,以避免其对下道槽液造成污染。

伴随着科技发展,非标自动化设备也得到不断普及和广泛应用了,传统的手工设备市场正在逐渐趋于饱和。面对一年比一年严峻的招工形势以及自动化带来的效益,不少前来购买设备的厂家也认为,面对日益增加的运营成本,自动化保持架装配尤其是人力成本的增加,非标自动化设备成了一个重要的解决方案,自动化已经成为一种发展趋势。非标自动化设备对企业有帮助吗。非标自动化设备属于自动化设备的一种,它是非标准的自动化设备,它不像传统普通标准设备那样制作简单,而是以灵活的量身定制、操作方便及功能多样给工业制造行业带来了新的发展商机。非标自动化设备的作用显而易见,尝到非标自动化设备带来的甜头,保持架装配厂家现在很多企业都会更新以及改造一部分设备,这是产品品质提升的需要,同时也是终端市场的需要。“机器换人”,对一部分企业来说,是一种改造的手段、升级的措施;而对另一部分企业来说,工业制造步入机器化则意味着巨大的市场和无限的发展空间。
滚动轴承的配合主要是指轴承装配内圈与轴的配合及外圈与座孔的配合,轴承的周向固定是通过配合来保证的。由于滚动轴承是标准件,所以与其他零件配合时,轴承内孔为基准孔,外圈是基准轴,其配合代号不用标注。自动化保持架装配实际上轴承的孔径和外径都具有公差带较小的负偏差,与一般圆柱体基准孔和基准轴的偏差方向、数值都不相同,所以轴承内孔与轴的配合比一般圆柱体的同类配合要紧得多滚动轴承配合种类的选择原则应根据转速的高低、载荷的大小、温度的变化等因素来决定。配合过松,会使旋转精度降低,振动加大;配合过紧,可能因为内、外圈过大的弹性变形而影响轴承的正常工作,也会使轴承装拆困难。保持架装配厂家一般来说,转速高、载荷大、温度变化大的轴承应选紧一些的配合,经常拆卸的轴承应选较松的配合,转动套圈配合应紧一些,游动支点的外圈配合应松一些。与轴承内圈配合的回转轴常采用n6、m6、k5、k6、j5、js6;与不转动的外圈相配合的轴承座孔常采用J6、J7、H7、G7等配合。

非标自动化设备的保养有助于延长非标设备的使用寿命,而且能让设备使用的更加精确。下面我们来了解一下非标自动化设备对保养的要求。自动化保持架装配一:机器在安装、拆卸和调整回转机构时,要注意保证非标自动化设备在初次对中心线与齿轮中心线平行,要适合的角度对好,有效保证机器在运转中做好。二:经常更换易磨损的零部件,如果有故障我们需要排除故障后再继续运行,电机轴承润滑要良好。经常检查所有的电线、电缆有无损伤。要及时的包扎和更换以损伤的部分。有效的延长机器保养。保持架装配厂家三:我们的设备要经常检查各零件的保养和连接情况,如有松动应予拧紧。机体连接螺栓应在机体受压时检查松紧度所有连接稍轴都必须有开口销,并需张开充分。把主要的部件慢慢的平稳。通过以上的介绍就是对非标自动化设备对保养的要求的介绍,东莞兴鼎机械设备有限公司希望以上内容会对您在使用非标设备的方面有所帮助。

1、零部件定向摆放、运送、擒纵系统 将杂乱无章的零部件按便于机器主动处理的空间方位主动定向摆放,随后顺畅运送到后续的擒纵安排,为后续的机械手的抓取做准备2、抓取-移位-放置安排 将由擒纵安排定点定位好的零(部件)自动化保持架装配捉住或用真空吸住,随后移动至另一方位(一般为装置作业方位)。保持架装置机 3、装置作业安排 指用来完结装置作业主动作的安排,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4、检测安排用来对上一步装置好的部件或机器上一步作业作用进行检测,保持架装配厂家如缺零件检测、尺度检测、残缺检测、功能检测、清料检测。 5、工件的取出安排 全自动保持架装配机是用来将装置好的合格部件、不合格部件从机器上分类取出的。






