
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)
.组装自动化的通俗定义通俗地讲,组装是指将产品的若干个零部件通过紧配、卡扣、螺纹连接、粘合、铆合、焊接等方式组合到一起得到符合预定的尺寸精度及功能的成品(半成品)。由人工处理(接触、整理、抓取、非标装针机移动、放置、施力等)每一个零部件而实现的装配,严格的讲,只能称为人工装配。不需要由人工处理(接触、整理、抓取、移动、放置等)零部件而完成的装配,可称为自动装配。介于两者之间的为半自动装配。全自动保持架装配机保持架装配机二.自动组装机的组成(以被装配零部件流动时序来论述装针机生产)1. 零部件定向排列、输送、擒纵系统将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,随后顺利输送到后续的擒纵机构,为后续的机械手的抓取做准备2. 抓取-移位-放置机构将由擒纵机构定点定位好的零(部件)抓住或用真空吸住,随后移动至另一位置(通常为装配工作位置)3. 装配工作机构指用来完成装配工作主动作的机构,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4.检测机构

1。根据便于机器主动处理的空间方位,对零部件定向放置、运输和捕获系统进行正向定位,然后顺利运输到后续的捕获布置中,以便于机器主动处理。非标装针机为操纵器的后续抓取准备。2.抓取位移放置装置将被抓取装置定位在固定点的零位(部件)抓取或被真空吸住,然后移动到另一个位置(通常是装置的位置)。笼式装置机3.装置操作安排是指用于完成装置操作主动性的安排,如压装、夹紧、螺钉、夹紧、粘合、焊接、铆接、粘合、顶部焊接。4.检查安排用于检查在下一步安装的零件或机器的功能,装针机生产如缺陷零件检查、刻度检查、缺陷检查、功能检查和清洁检查5.工件拆卸安排和全自动保持架装配机用于对机器中合格和不合格的零件进行分类滚动轴承的配合主要是指轴承装置的内圈与轴、外圈与座孔的配合。轴承的周向固定由合作保证。由于滚动轴承是标准件,与其它零件配合时,轴承孔为基准孔,外圈为基准轴,因此无需标注配合代号。事实上,轴承的孔径和外径在公差带上都有较小的负误差。误差的方向和值与普通圆柱参考孔和参考轴的方向和值不同。因此,轴承孔与轴的配合比普通圆柱参考孔更为重要。

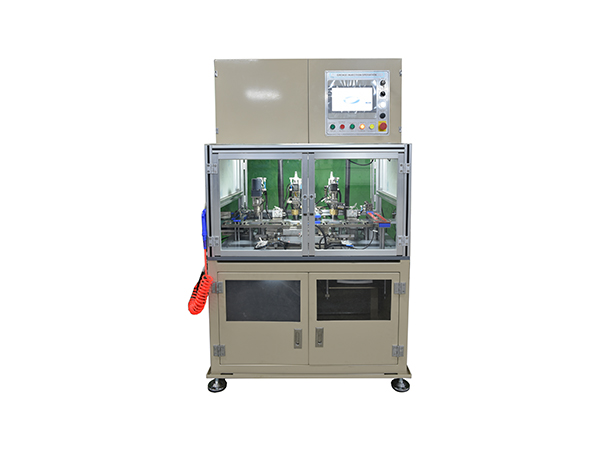
全自动装配机拥有着十分优越的性能,可以进行多种不同品类零部件的自动装配 ,并且可以同时装配多道工序,全自动进行有效地提升了整个环节之间的流畅与效率。当然使用全自动装配机可以有效地减少人工方面的开支,非标装针机人工只需要进行零件物料的补充就可以了,对于物料的组装、下料等等,均可由设备自动完成,使得整个装配工序得到了有效的提升。 同时我们可以看到,全自动装配机的性价比也是极为出色的,同时它的生产效率非常好,性价比超高。全自动装配机功能概述; 1.设有紧急急停、自动计数、故障报警、故障显示、装针机生产故障分析等功能。2.通过对分度盘上模组的更换,可适应同类型各规格产品组装;分割器工作定位准确。

1. 零部件定向排列、输送、擒纵系统 将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,随后顺利输送到后续的擒纵机构,非标装针机为后续的机械手的抓取做准备。2. 抓取-移位-放置机构 将由擒纵机构定点定位好的零(部件)抓住或用真空吸住,随后移动至另一位置(通常为装配工作位置)。保持架装配机 3. 装配工作机构 指用来完成装配工作主动作的机构,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件。4.检测机构 用来对上一步装配好的部件或机器上一步工作成果进行检测,如装针机生产缺零件检测、尺寸检测、缺损检测、功能检测、清料检测。 5. 工件的取出机构 用来将装配好的合格部件、不合格部件从机器上分类取出的机构。






