
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)

1。根据便于机器主动处理的空间方位,对零部件定向放置、运输和捕获系统进行正向定位,然后顺利运输到后续的捕获布置中,以便于机器主动处理。自动化装针机为操纵器的后续抓取准备。2.抓取位移放置装置将被抓取装置定位在固定点的零位(部件)抓取或被真空吸住,然后移动到另一个位置(通常是装置的位置)。笼式装置机3.装置操作安排是指用于完成装置操作主动性的安排,如压装、夹紧、螺钉、夹紧、粘合、焊接、铆接、粘合、顶部焊接。4.检查安排用于检查在下一步安装的零件或机器的功能,装针机生产如缺陷零件检查、刻度检查、缺陷检查、功能检查和清洁检查5.工件拆卸安排和全自动保持架装配机用于对机器中合格和不合格的零件进行分类滚动轴承的配合主要是指轴承装置的内圈与轴、外圈与座孔的配合。轴承的周向固定由合作保证。由于滚动轴承是标准件,与其它零件配合时,轴承孔为基准孔,外圈为基准轴,因此无需标注配合代号。事实上,轴承的孔径和外径在公差带上都有较小的负误差。误差的方向和值与普通圆柱参考孔和参考轴的方向和值不同。因此,轴承孔与轴的配合比普通圆柱参考孔更为重要。

滚动轴承的配合主要是指轴承装配内圈与轴的配合及外圈与座孔的配合,轴承的周向固定是通过配合来保证的。由于滚动轴承是标准件,所以与其他零件配合时,轴承内孔为基准孔,外圈是基准轴,其配合代号不用标注。实际上轴承的孔径和外径都具有公差带较小的负偏差,与一般圆柱体基准孔和基准轴的偏差方向、数值都不相同,所以轴承内孔与轴的配合比一般圆柱体的同类配合要紧得多自动化装针机滚动轴承配合种类的选择原则应根据转速的高低、载荷的大小、温度的变化等因素来决定。配合过松,会使旋转精度降低,振动加大;配合过紧,可能因为内、外圈过大的弹性变形而影响轴承的正常工作,也会使轴承装拆困难。装针机生产一般来说,转速高、载荷大、温度变化大的轴承应选紧一些的配合,经常拆卸的轴承应选较松的配合,转动套圈配合应紧一些,游动支点的外圈配合应松一些。与轴承内圈配合的回转轴常采用n6、m6、k5、k6、j5、js6;与不转动的外圈相配合的轴承座孔常采用J6、J7、H7、G7等配合。
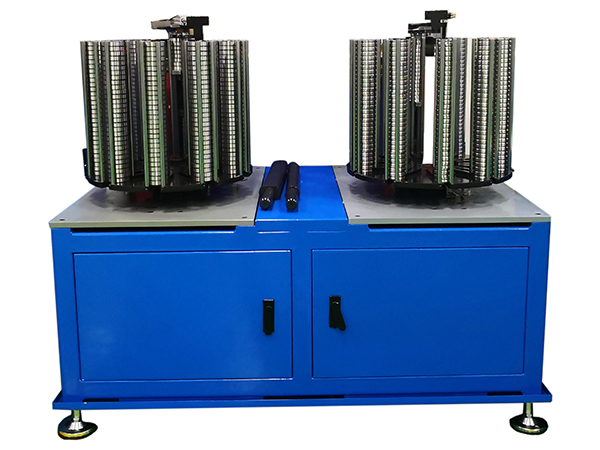
1、零部件定向摆放、运送、擒纵系统 将杂乱无章的零部件按便于机器主动处理的空间方位主动定向摆放,随后顺畅运送到后续的擒纵安排,为后续的机械手的抓取做准备2、抓取-移位-放置安排 将由擒纵安排定点定位好的零(部件)自动化装针机捉住或用真空吸住,随后移动至另一方位(一般为装置作业方位)。保持架装置机 3、装置作业安排 指用来完结装置作业主动作的安排,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4、检测安排用来对上一步装置好的部件或机器上一步作业作用进行检测,装针机生产如缺零件检测、尺度检测、残缺检测、功能检测、清料检测。 5、工件的取出安排 全自动保持架装配机是用来将装置好的合格部件、不合格部件从机器上分类取出的。
一般的话组装生产线是人和机器的一个有效组合,可以进行充分体现流水线设备的生产灵活性,它将输送系统,就是可以随行夹具和在线专机,检测设备有效的组合联机生产,以满足多品种产品的流水输送要求。自动化装针机自动组装机生产线的传输方式有同步传输的强制式也可以是非同步传输柔性式,根据配置的选择,然后就是可以实现装配还有输送的要求的。对于输送线在企业的批量生产中不可或缺,为企业节省人力成本,提高生产效率。组装线工艺设备的选择是根据产品技术要求和倍速链组装线工艺方法确定的,正确选择工艺设备和工装,不仅能提高生产效率、降低制造成本,还可使组装线线布置合理化,选择工艺设备时要考虑的问题包括:产品生产纲领,产品质量要求,设备的先进性,设备的可靠性,装针机生产设备的价格,设备的利用率,设备的安全性,设备维修的方便性。物料流动是通过运输来完成的,物料运输在工厂必不可少,我们应选择经济合理的运输方式。可以得出这样一个概念:物料移动的多少取决于其生产因素,组装线线布置必须保证物料流的运距短,并始终不停地向产品组装线的终点流去,建立控制系统保证物料的流动。

所谓非标自动化设备,顾名思义,不是按照传统标准制作的自动化设备,是指根据客户需求定制的非标准类的自动化系统集成设备,自动化装针机具有唯一性、非市场流通性。其属于自动化领域,是采用按照国家颁布的统一的行业标准和规格制造的单元设备组装而成,功能是按企业用户工艺要求而量身设计、定制的自动化机械设备,其操作方便、灵活不单一,功能可按用户的要求而添加,可更改余地很大。 由于非标自动化设备的制作没有具体的参考模型,要考虑到客户的功能、用途、工艺等不同方面的要求,装针机生产所以不像普通标准的自动化设备制作那样简单,毕竟普通标准的自动化设备的制作生产是有固定可套用的规定,按流程制作即可。

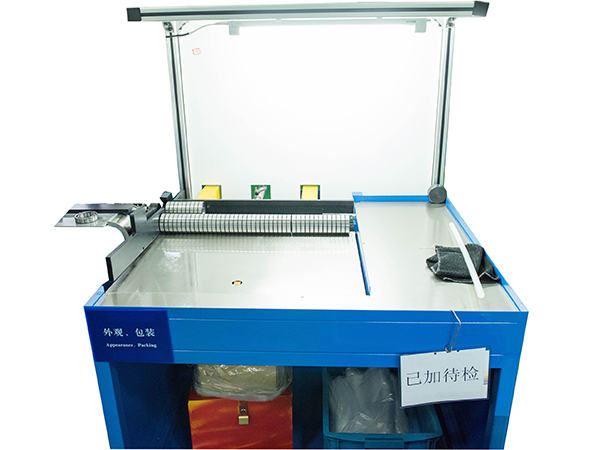
随着国内产业转型升级,劳动力成本不断提高;国际经济增长乏力,中低端制造业向东南亚国家转移等内外双重因素的作用下,自动化装针机我国轴承制造业正面临着一场前所未有的技术革命。工艺流程保障生产稳定性,检测技术保障品质稳定性。目前国内轴承行业对全自动加工机床,自动轴承生产线与装配自动线的广泛使用,使轴承加工质量和效率大大提高,从而对检测技术和质量管理提出了更高的要求。其中轴承灵活性检测是产品合格检验中非常重要的一环,装针机生产要求实现:100%全检,检测速度符合技术要求,检测数据的处理,检测过程的分析和反馈以及大容量数据的存储读取查询等众多功能。轴承压铆机






