
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)
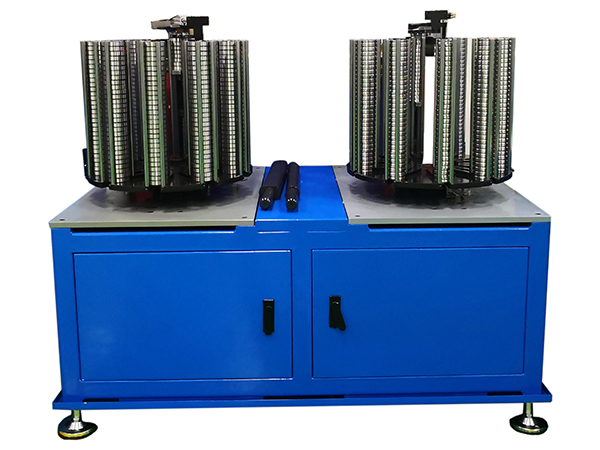
随着 超声波清洗机 的应用范围越来越广泛,各种经过不断完善和改进的新颖超声波清洗设备正在取代已面市的老式设备近10年来,超声波清洗机设备正在朝两个方面发展。其一是,各种类型的多缸或传动链式或升降式超声清洗生产线相继面市;专业音检机其二是,低频超声波清洗机向高频超声波清洗机的发展。在美国、日本、欧洲以及亚太市场上,多缸式超声波清洗设备总量已呈明显上升之势,高达总量的50%,而多工位半自动、全自动传动链式或升降式超声波清洗线体设备也已上升到总量的40%以上音检机生产公司在多年研发与生产过程中总结了超声波换能器常见问题:超声波振子受潮,可以用兆欧表检查与换能器相连接的插头,检查绝缘电阻值就可以判断基本情况,一般要求绝缘电阻大于5兆欧以上。如果达不到这个绝缘电阻值,一般是换能器受潮,可以把换能器整体(不包括喷塑外壳)放进烘箱设定100℃左右烘干3小时或者使用电吹风去潮至阻值正常为止。换能器振子打火,陶瓷材料碎裂,可以用肉眼和兆欧表结合检查,一般作为应急处理的措施,可以把个别损坏的振子断开,不会影响到别的振子正常使用振子脱胶,我们的换能器是采用胶结,螺钉紧固双重保证工艺,在一般情况下不会出现这种情况不锈钢振动面穿孔,一般换能器满负荷使用10年以后可能会出现振动面穿孔的情况。

自动化组装机搭配随意,可根据用户要求随意搭配。2、工件在工位上的定位:根据需方产品的实际情况,轴向及圆周方向均以某一管接的孔(或管接头)作为基准专业音检机3、工件的上下料(上下线)采用人工模式,附件的上料为人工理料、自动上料。4、焊接为自动焊接,焊枪做多自由度运动,工件可作旋转运动,以达到所需位置的焊缝。5、采用PLC(可编程逻辑控制器)控制整个自动生产过程,触摸屏作为人机操作界面,气缸和电机配合执行自动动作。自动化设备技术广泛用于工业、农业、军事、科学研究、交通运输、音检机生产商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。

自动化装配线设计是装配线建设的关键环节,合理的装配线组织设计是装配线成功的前提。装配线设计要涉及多种数据的计算,在计算中要力求准确,而且这些数据之间是存在关联的。如果不清楚其中的联系,那么在流水线作业时就会节奏混乱,无法协调。所以进行装配线设计时一定要科学、合理地计算各项指标,专业音检机并合理布置装配线。全自动保持架装配机 自动化装配线设计主要包括设计的内容和设计的步骤:一、自动化装配线设计的内容 1.确定自动化装配线的生产节拍; 2.组织工序同期化及工作地(设备)需要量; 3.确定装配线的自动化工人需要量,合理地配备人数; 4.选择合理的运输工具; 5.装配线生产的平面布置; 音检机生产 6.制定装配线标准计划指示图; 7.对自动化装配线组织的经济效果进行评价二、自动化装配线设计的步骤 1.计算自动化装配线的节拍; 2.进行工序同期化,计算工作地(设备)需要量; 3.计算工人需要量,合理配备工人; 4.装配线上传送带的速度与长度的计算; 5.装配线平面布置设计; 6.装配线标准计划指示图表的制定; 7.自动化装配线经济效果指标的评价
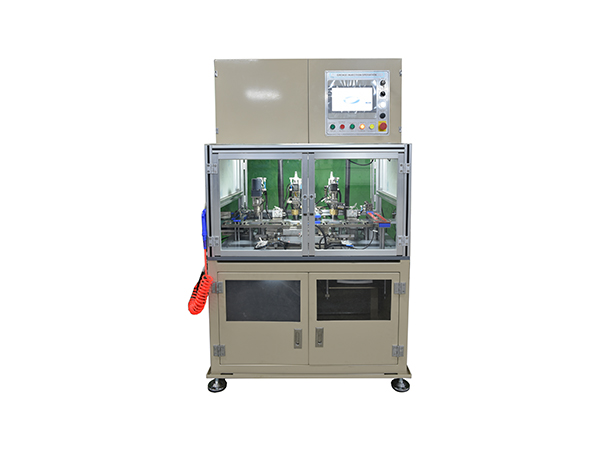
活塞:活塞采用Z型支架备料由重力原理上料每次可备60pcs活塞。备料处有防错感应器和产品有无感应器,错料时会自动回收错料,无料时报警提醒作业员上料。活塞采用外员2个对称的?5的孔和2个锥形销钉配合定位,防止旋转。专业音检机扭力在功率为2千瓦的伺服电机带动下通过减速器的转换成扭力为300n.m的扭力进行拧紧。当前扭力值显示在显示屏上。活塞杆的圆孔和一个锥形销钉配合来固定活塞杆尾部。活塞杆中间有一个由3个轴承组成的转动机构支撑。活塞杆在搬运,夹紧工程中用铁氟龙材料接触,音检机生产防止划伤 压铆:用一个压力为3000kg的增压缸为动力。活塞杆的圆孔和一个锥形销钉配合来固定活塞杆尾部,中间用V型块支撑。压头端部有一个导向孔和活塞外圆配合,防止活塞杆偏移。压点为3个直径为?1mm长为2mm圆柱均布在圆柱上,材料为钨钢。整体结构可以吸收整个压力






