
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)

机器设备的组装还是可以选择自动装配机来进行装配,这样不管是在时间上还是在整体的效率上都是很高的,至于说相关的好处小编来给大家介绍下;1.成本低,我们要是人工选择装配机器,花费的时间和精力都是很多的,非标打标机而要是可以选择自动装配机就是可以有效的降低成本,自然在实际的装配过程中就是很轻松的,或者是可以说真正意义上可以保障安装的效果和实际的效率。2.自动装配机从整体的安装时间上来看是很快的,现在不管是什么样的设备我们都是希望可以按照正常的程序安装,而要是在时间上可以有效的缩短,在实际的装配过程中我们就是可以看到是不是的,提高效率自然是,打标机厂家也是大家都认可 自动装配机的特点: 2.能够节约人力、财力,给企业带来节约材料费用、人力费用并且工作效率还很高。
根据使用部位及使用条件与环境条件选择规格尺寸、精度,配合适宜的轴承是保证轴承寿命及可能性的前提1、使用部位: 圆锥滚子轴承适用于承受以径向载荷为主的径向与轴向的联合负荷,通常以两套轴承配对使用,主要应于汽车的前后轮毂、非标打标机主动圆锥齿轮、差速器、减速器等传动部位2、 允许转速: 在安装正确、润滑良好的环境下,允许为轴承极限转速的0.3-0.5倍。一般正常情况下,以0.2倍的极限转速为宜3、 允许倾斜角: 圆锥滚子轴承一般不允许轴相对外壳孔有倾斜,如有倾斜,大不超过2′打标机厂家4、允许温度: 在承受正常的载荷,且润滑剂具有耐高温性能,且润滑充分的条件下,一般轴承允许在-30℃-150℃的环境温度下工作。

谈到非标自动化设备,很多人第一瞬间反应就是皮带流水线、汽车零部件生产线等之类的设备。其实严格来讲,做皮带流水线、汽车零部件生产线、装配线之类的不完全属于非标自动化设备,准确的说叫生产辅助设备。真正的非标自动化设备是市场上没有现成的自动化设备,更不是批量化的自动化设备,它是根据生产产品工艺需求量身定做而且不需要人参与完成工作的自动化设备才叫非标自动化设备。以前传统的非标自动化设备非标打标机,由于技术局限性和生产批量化,很多都是采用工装夹具机械定位方式来实现自动化工作,但是近几年在光学技术的广泛开发和运用,产品个性化的需求越来越多,加上人工成本快速上涨,生产线切换频率越来来越高,采用机械定位方式逐渐被市场所淘汰。因此现在还是做传统的非标自动化设备估计寸步难行,尤其是现在劳动力成本狂高,劳动效率极低的环境下,无论是使用设备企业还是制造设备企业,不搞智能化自动化设备,很难在当前这个市场能立足有一席之地。所以我们公司经过这六七年的摸打滚爬,从做回流焊、波峰焊、接驳台、上下料机;代理三星贴片机、ASM贴片机;定制多喷口焊锡机、选择性波峰焊;承接非标自动化设备。打标机厂家我们总结出了一个道理,做设备一定不能做的太杂、太全,否则什么都能做,什么都做不好,被市场所淘汰。所以我们这次痛定思痛,下定狠心,把那些不赚钱的、利润薄的、不是我们强项的产品全部砍掉,只专心做智能非标自动化设备,而且必须只能做智能非标自动化设备。

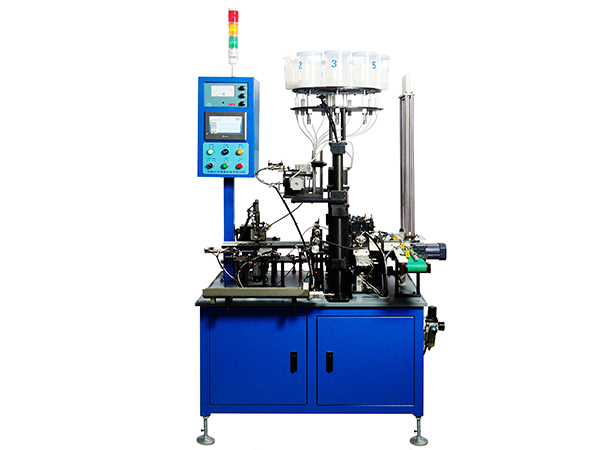
.组装自动化的通俗定义通俗地讲,组装是指将产品的若干个零部件通过紧配、卡扣、螺纹连接、粘合、铆合、焊接等方式组合到一起得到符合预定的尺寸精度及功能的成品(半成品)。由人工处理(接触、整理、抓取、非标打标机移动、放置、施力等)每一个零部件而实现的装配,严格的讲,只能称为人工装配。不需要由人工处理(接触、整理、抓取、移动、放置等)零部件而完成的装配,可称为自动装配。介于两者之间的为半自动装配。全自动保持架装配机保持架装配机二.自动组装机的组成(以被装配零部件流动时序来论述打标机厂家)1. 零部件定向排列、输送、擒纵系统将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,随后顺利输送到后续的擒纵机构,为后续的机械手的抓取做准备2. 抓取-移位-放置机构将由擒纵机构定点定位好的零(部件)抓住或用真空吸住,随后移动至另一位置(通常为装配工作位置)3. 装配工作机构指用来完成装配工作主动作的机构,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4.检测机构

1。根据便于机器主动处理的空间方位,对零部件定向放置、运输和捕获系统进行正向定位,然后顺利运输到后续的捕获布置中,以便于机器主动处理。非标打标机为操纵器的后续抓取准备。2.抓取位移放置装置将被抓取装置定位在固定点的零位(部件)抓取或被真空吸住,然后移动到另一个位置(通常是装置的位置)。笼式装置机3.装置操作安排是指用于完成装置操作主动性的安排,如压装、夹紧、螺钉、夹紧、粘合、焊接、铆接、粘合、顶部焊接。4.检查安排用于检查在下一步安装的零件或机器的功能,打标机厂家如缺陷零件检查、刻度检查、缺陷检查、功能检查和清洁检查5.工件拆卸安排和全自动保持架装配机用于对机器中合格和不合格的零件进行分类滚动轴承的配合主要是指轴承装置的内圈与轴、外圈与座孔的配合。轴承的周向固定由合作保证。由于滚动轴承是标准件,与其它零件配合时,轴承孔为基准孔,外圈为基准轴,因此无需标注配合代号。事实上,轴承的孔径和外径在公差带上都有较小的负误差。误差的方向和值与普通圆柱参考孔和参考轴的方向和值不同。因此,轴承孔与轴的配合比普通圆柱参考孔更为重要。






