
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)
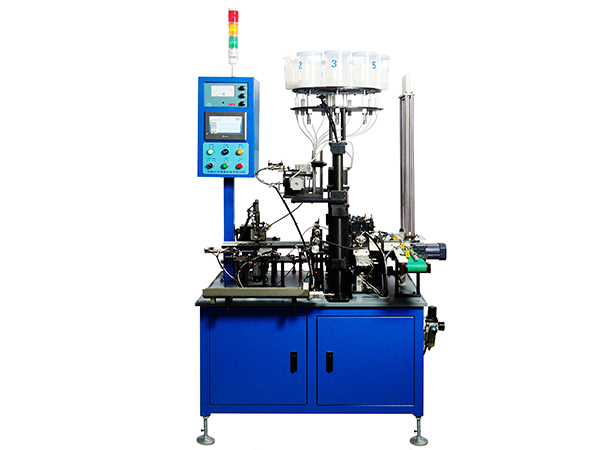
1. 零部件定向排列、输送、擒纵系统 将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,随后顺利输送到后续的擒纵机构,非标机外检测机为后续的机械手的抓取做准备。2. 抓取-移位-放置机构 将由擒纵机构定点定位好的零(部件)抓住或用真空吸住,随后移动至另一位置(通常为装配工作位置)。保持架装配机 3. 装配工作机构 指用来完成装配工作主动作的机构,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件。4.检测机构 用来对上一步装配好的部件或机器上一步工作成果进行检测,如机外检测机生产缺零件检测、尺寸检测、缺损检测、功能检测、清料检测。 5. 工件的取出机构 用来将装配好的合格部件、不合格部件从机器上分类取出的机构。

1。根据便于机器主动处理的空间方位,对零部件定向放置、运输和捕获系统进行正向定位,然后顺利运输到后续的捕获布置中,以便于机器主动处理。非标机外检测机为操纵器的后续抓取准备。2.抓取位移放置装置将被抓取装置定位在固定点的零位(部件)抓取或被真空吸住,然后移动到另一个位置(通常是装置的位置)。笼式装置机3.装置操作安排是指用于完成装置操作主动性的安排,如压装、夹紧、螺钉、夹紧、粘合、焊接、铆接、粘合、顶部焊接。4.检查安排用于检查在下一步安装的零件或机器的功能,机外检测机生产如缺陷零件检查、刻度检查、缺陷检查、功能检查和清洁检查5.工件拆卸安排和全自动保持架装配机用于对机器中合格和不合格的零件进行分类滚动轴承的配合主要是指轴承装置的内圈与轴、外圈与座孔的配合。轴承的周向固定由合作保证。由于滚动轴承是标准件,与其它零件配合时,轴承孔为基准孔,外圈为基准轴,因此无需标注配合代号。事实上,轴承的孔径和外径在公差带上都有较小的负误差。误差的方向和值与普通圆柱参考孔和参考轴的方向和值不同。因此,轴承孔与轴的配合比普通圆柱参考孔更为重要。

一、 首先了解客户需求 在了解客户需求的过程当中,包括了产品的生产性质以及特点,还有产品的品质质量要求。甚至进一步了解关于企业置放设备的工作环境等问题。二、 分析产品 分析产品主要是针对产品在生产过程当中有哪些步骤,非标机外检测机每个步骤需要怎样的工艺要求。还有对于产品各个部分的尺寸以及原材料来酌情设计。除此之外,设计人员还应该跟客户进行沟通,了解生产过程当中的一些注意事项,包括设备工作以及使用地点的相关信息。三、初步设计工作:磨刀不误砍柴的工作。1、在在线版可以下载电子设计手册,手册是一种无声的老师,通过这些知识,可以找到你想要的东西,手工也不是万能的,但也不是没有可能。2、下载一些机械设Atlas,你开阔思路来使用。机外检测机生产3、网上寻找类似的设备,参考别人的设计思路和方法4、设备只不过是一个直线的轨迹或旋转多了,掌握这些机械原理,电动,气动,液可以设计非标设备相结合,其他的品质着称。5、最佳下载一些CAD,标准件SolidWorks版本,把设计中心,使其易于使用粘贴,提高工作效率。

滚动轴承的配合主要是指轴承装配内圈与轴的配合及外圈与座孔的配合,轴承的周向固定是通过配合来保证的。由于滚动轴承是标准件,所以与其他零件配合时,轴承内孔为基准孔,外圈是基准轴,其配合代号不用标注。非标机外检测机实际上轴承的孔径和外径都具有公差带较小的负偏差,与一般圆柱体基准孔和基准轴的偏差方向、数值都不相同,所以轴承内孔与轴的配合比一般圆柱体的同类配合要紧得多滚动轴承配合种类的选择原则应根据转速的高低、载荷的大小、温度的变化等因素来决定。配合过松,会使旋转精度降低,振动加大;配合过紧,可能因为内、外圈过大的弹性变形而影响轴承的正常工作,也会使轴承装拆困难。机外检测机生产一般来说,转速高、载荷大、温度变化大的轴承应选紧一些的配合,经常拆卸的轴承应选较松的配合,转动套圈配合应紧一些,游动支点的外圈配合应松一些。与轴承内圈配合的回转轴常采用n6、m6、k5、k6、j5、js6;与不转动的外圈相配合的轴承座孔常采用J6、J7、H7、G7等配合。






