
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)

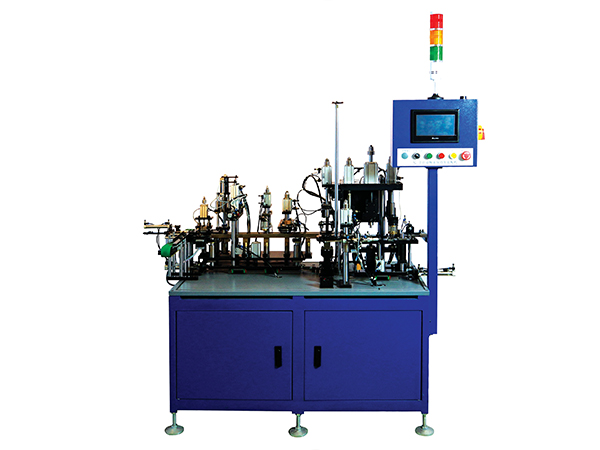
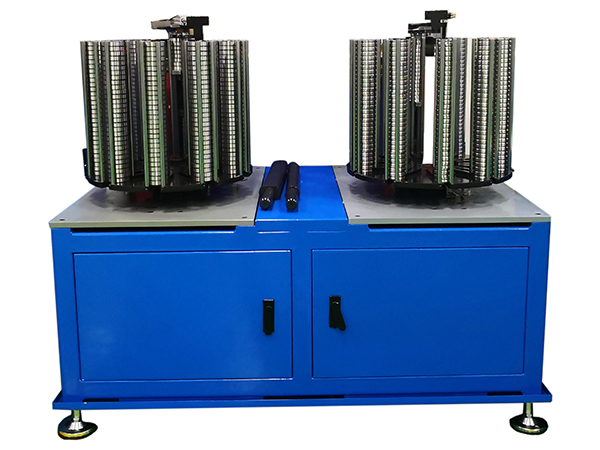
.组装自动化的通俗定义通俗地讲,组装是指将产品的若干个零部件通过紧配、卡扣、螺纹连接、粘合、铆合、焊接等方式组合到一起得到符合预定的尺寸精度及功能的成品(半成品)。由人工处理(接触、整理、抓取、专业防锈机移动、放置、施力等)每一个零部件而实现的装配,严格的讲,只能称为人工装配。不需要由人工处理(接触、整理、抓取、移动、放置等)零部件而完成的装配,可称为自动装配。介于两者之间的为半自动装配。全自动保持架装配机保持架装配机二.自动组装机的组成(以被装配零部件流动时序来论述防锈机厂家)1. 零部件定向排列、输送、擒纵系统将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,随后顺利输送到后续的擒纵机构,为后续的机械手的抓取做准备2. 抓取-移位-放置机构将由擒纵机构定点定位好的零(部件)抓住或用真空吸住,随后移动至另一位置(通常为装配工作位置)3. 装配工作机构指用来完成装配工作主动作的机构,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4.检测机构
随着 超声波清洗机 的应用范围越来越广泛,各种经过不断完善和改进的新颖超声波清洗设备正在取代已面市的老式设备近10年来,超声波清洗机设备正在朝两个方面发展。其一是,各种类型的多缸或传动链式或升降式超声清洗生产线相继面市;专业防锈机其二是,低频超声波清洗机向高频超声波清洗机的发展。在美国、日本、欧洲以及亚太市场上,多缸式超声波清洗设备总量已呈明显上升之势,高达总量的50%,而多工位半自动、全自动传动链式或升降式超声波清洗线体设备也已上升到总量的40%以上防锈机厂家公司在多年研发与生产过程中总结了超声波换能器常见问题:超声波振子受潮,可以用兆欧表检查与换能器相连接的插头,检查绝缘电阻值就可以判断基本情况,一般要求绝缘电阻大于5兆欧以上。如果达不到这个绝缘电阻值,一般是换能器受潮,可以把换能器整体(不包括喷塑外壳)放进烘箱设定100℃左右烘干3小时或者使用电吹风去潮至阻值正常为止。换能器振子打火,陶瓷材料碎裂,可以用肉眼和兆欧表结合检查,一般作为应急处理的措施,可以把个别损坏的振子断开,不会影响到别的振子正常使用振子脱胶,我们的换能器是采用胶结,螺钉紧固双重保证工艺,在一般情况下不会出现这种情况不锈钢振动面穿孔,一般换能器满负荷使用10年以后可能会出现振动面穿孔的情况。

谈到非标自动化设备,很多人第一瞬间反应就是皮带流水线、汽车零部件生产线等之类的设备。其实严格来讲,做皮带流水线、汽车零部件生产线、装配线之类的不完全属于非标自动化设备,准确的说叫生产辅助设备。真正的非标自动化设备是市场上没有现成的自动化设备,更不是批量化的自动化设备,它是根据生产产品工艺需求量身定做而且不需要人参与完成工作的自动化设备才叫非标自动化设备。以前传统的非标自动化设备专业防锈机,由于技术局限性和生产批量化,很多都是采用工装夹具机械定位方式来实现自动化工作,但是近几年在光学技术的广泛开发和运用,产品个性化的需求越来越多,加上人工成本快速上涨,生产线切换频率越来来越高,采用机械定位方式逐渐被市场所淘汰。因此现在还是做传统的非标自动化设备估计寸步难行,尤其是现在劳动力成本狂高,劳动效率极低的环境下,无论是使用设备企业还是制造设备企业,不搞智能化自动化设备,很难在当前这个市场能立足有一席之地。所以我们公司经过这六七年的摸打滚爬,从做回流焊、波峰焊、接驳台、上下料机;代理三星贴片机、ASM贴片机;定制多喷口焊锡机、选择性波峰焊;承接非标自动化设备。防锈机厂家我们总结出了一个道理,做设备一定不能做的太杂、太全,否则什么都能做,什么都做不好,被市场所淘汰。所以我们这次痛定思痛,下定狠心,把那些不赚钱的、利润薄的、不是我们强项的产品全部砍掉,只专心做智能非标自动化设备,而且必须只能做智能非标自动化设备。
根据使用部位及使用条件与环境条件选择规格尺寸、精度,配合适宜的轴承是保证轴承寿命及可能性的前提1、使用部位: 圆锥滚子轴承适用于承受以径向载荷为主的径向与轴向的联合负荷,通常以两套轴承配对使用,主要应于汽车的前后轮毂、专业防锈机主动圆锥齿轮、差速器、减速器等传动部位2、 允许转速: 在安装正确、润滑良好的环境下,允许为轴承极限转速的0.3-0.5倍。一般正常情况下,以0.2倍的极限转速为宜3、 允许倾斜角: 圆锥滚子轴承一般不允许轴相对外壳孔有倾斜,如有倾斜,大不超过2′防锈机厂家4、允许温度: 在承受正常的载荷,且润滑剂具有耐高温性能,且润滑充分的条件下,一般轴承允许在-30℃-150℃的环境温度下工作。

1、零部件定向摆放、运送、擒纵系统 将杂乱无章的零部件按便于机器主动处理的空间方位主动定向摆放,随后顺畅运送到后续的擒纵安排,为后续的机械手的抓取做准备2、抓取-移位-放置安排 将由擒纵安排定点定位好的零(部件)专业防锈机捉住或用真空吸住,随后移动至另一方位(一般为装置作业方位)。保持架装置机 3、装置作业安排 指用来完结装置作业主动作的安排,如将工件压入、夹合、螺联、卡人、粘合、焊接、铆合、粘合、焊接于上一零部件4、检测安排用来对上一步装置好的部件或机器上一步作业作用进行检测,防锈机厂家如缺零件检测、尺度检测、残缺检测、功能检测、清料检测。 5、工件的取出安排 全自动保持架装配机是用来将装置好的合格部件、不合格部件从机器上分类取出的。






