
联系人:顾浩
电 话:0510-8512-0051
0510-8511-4488
传 真: 0510-8512-6216
手 机:188-5156-1986 (微信同号)
手 机:180-1236-1986
Q Q:393294763
E-mail:wxgh1118@126.com
网 址:www.wuxirongheng.com
地 址:无锡市蠡园经济开发区滴翠路95号汇光科技园(214072)

随着 超声波清洗机 的应用范围越来越广泛,各种经过不断完善和改进的新颖超声波清洗设备正在取代已面市的老式设备近10年来,超声波清洗机设备正在朝两个方面发展。其一是,各种类型的多缸或传动链式或升降式超声清洗生产线相继面市;专业机外检测机其二是,低频超声波清洗机向高频超声波清洗机的发展。在美国、日本、欧洲以及亚太市场上,多缸式超声波清洗设备总量已呈明显上升之势,高达总量的50%,而多工位半自动、全自动传动链式或升降式超声波清洗线体设备也已上升到总量的40%以上机外检测机厂家公司在多年研发与生产过程中总结了超声波换能器常见问题:超声波振子受潮,可以用兆欧表检查与换能器相连接的插头,检查绝缘电阻值就可以判断基本情况,一般要求绝缘电阻大于5兆欧以上。如果达不到这个绝缘电阻值,一般是换能器受潮,可以把换能器整体(不包括喷塑外壳)放进烘箱设定100℃左右烘干3小时或者使用电吹风去潮至阻值正常为止。换能器振子打火,陶瓷材料碎裂,可以用肉眼和兆欧表结合检查,一般作为应急处理的措施,可以把个别损坏的振子断开,不会影响到别的振子正常使用振子脱胶,我们的换能器是采用胶结,螺钉紧固双重保证工艺,在一般情况下不会出现这种情况不锈钢振动面穿孔,一般换能器满负荷使用10年以后可能会出现振动面穿孔的情况。

自动组装机是以后在自动化设备中用来装配的主要的设备,是注定要成为未来一个很重要的产业的,所以要冲着该设备的优势,小编有必要来给您说说怎么它的测试性能。1.自动组装机是需要把模开到底后才能进入监视的画面的,专业机外检测机否则的机械手就会发出警示并且是不能动的。2.用机械手的时候先不要打开该部件的电源,这个时候注塑设备是不能将模板移动的。3.当机械手的电源打开并且操作过复位了以后系统就会进入主画面,这个时候注塑设备就可以将模板移动了。自动组装机的特点;机外检测机厂家1.企业可以用短的时间培训一个合格的工人去操作这台设备,并且适应性也比较好,员工可以很快的适应设备的使用。 2.能够节约人力、财力,给企业带来节约材料费用、人力费用并且工作效率还很高。

一、 首先了解客户需求 在了解客户需求的过程当中,包括了产品的生产性质以及特点,还有产品的品质质量要求。甚至进一步了解关于企业置放设备的工作环境等问题。二、 分析产品 分析产品主要是针对产品在生产过程当中有哪些步骤,专业机外检测机每个步骤需要怎样的工艺要求。还有对于产品各个部分的尺寸以及原材料来酌情设计。除此之外,设计人员还应该跟客户进行沟通,了解生产过程当中的一些注意事项,包括设备工作以及使用地点的相关信息。三、初步设计工作:磨刀不误砍柴的工作。1、在在线版可以下载电子设计手册,手册是一种无声的老师,通过这些知识,可以找到你想要的东西,手工也不是万能的,但也不是没有可能。2、下载一些机械设Atlas,你开阔思路来使用。机外检测机厂家3、网上寻找类似的设备,参考别人的设计思路和方法4、设备只不过是一个直线的轨迹或旋转多了,掌握这些机械原理,电动,气动,液可以设计非标设备相结合,其他的品质着称。5、最佳下载一些CAD,标准件SolidWorks版本,把设计中心,使其易于使用粘贴,提高工作效率。
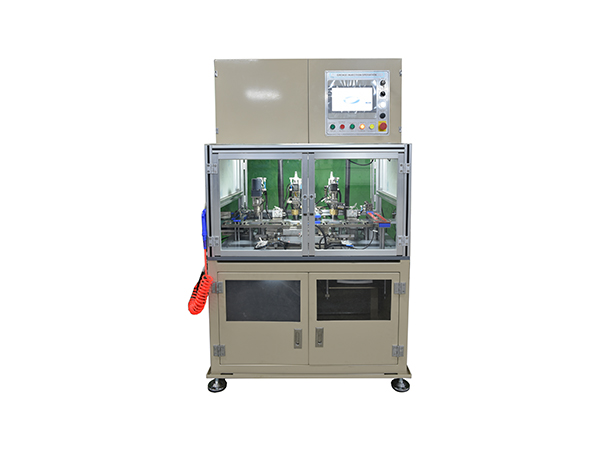
活塞:活塞采用Z型支架备料由重力原理上料每次可备60pcs活塞。备料处有防错感应器和产品有无感应器,错料时会自动回收错料,无料时报警提醒作业员上料。活塞采用外员2个对称的?5的孔和2个锥形销钉配合定位,防止旋转。专业机外检测机扭力在功率为2千瓦的伺服电机带动下通过减速器的转换成扭力为300n.m的扭力进行拧紧。当前扭力值显示在显示屏上。活塞杆的圆孔和一个锥形销钉配合来固定活塞杆尾部。活塞杆中间有一个由3个轴承组成的转动机构支撑。活塞杆在搬运,夹紧工程中用铁氟龙材料接触,机外检测机厂家防止划伤 压铆:用一个压力为3000kg的增压缸为动力。活塞杆的圆孔和一个锥形销钉配合来固定活塞杆尾部,中间用V型块支撑。压头端部有一个导向孔和活塞外圆配合,防止活塞杆偏移。压点为3个直径为?1mm长为2mm圆柱均布在圆柱上,材料为钨钢。整体结构可以吸收整个压力
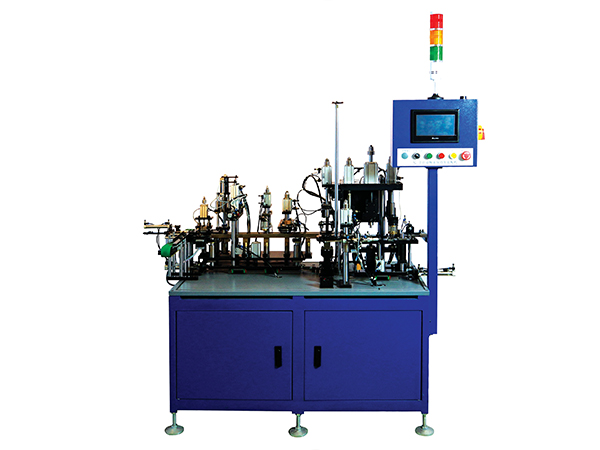
分选机将钢球按2微米的等级分选成20组,分别送入储料柜保存。与此同时将轴承的外环和内环送入自动选配机。后者利用电感传感器分别测出其内径和外径的模拟电压值,再送入差接自整角机相减,相减的结果使自整角机的转子旋转一个与之相应的角度专业机外检测机。转子带动选球机构打开与此内外直径差值相应的那一组钢球的储料柜活门,把规定数量的钢球送到自动装配机上。多工位自动装配机将钢球装入轴承环,安装好上、下保持器,钢球分配均匀后自动铆装,再将已经装配好的轴承送到清洗机去清洗,最后涂油、包装、入库,以备销售。轴承装配自动化 把装配自动线与自动化仓库和检验试验自动线连接在一起便构成装配-试验自动线,例如,美国福特汽车公司所建立的发动机装配-试验自动线就属这种类型。机外检测机厂家它采用计算机和多台可编程顺序控制器 (PLC)对全线进行控制,协调生产。PLC和具有一定智能的专用装配试验机可以在线收集数据,并与主计算机进行通信联系。自控系统能对全线各工位的操作以及发动机的各种缺陷进行连续监视,并作出“合格通过”或“不合格剔除”的决定。不合格产品的缺陷数据(包括需要修理的部位和应执行的操作)被自动打印出来输送到修理站。不合格产品也由线外的另一条路被送到修理站进行修理。修复的零件或部件可以再度送入自动线进行装配和试验。






